
Anpassade plastdelar


Som en av de mest konkurrenskraftiga formtillverkarna och formsprutningsföretagen i Kina betjänar vi ett brett spektrum av industriapplikationer, inklusive hushållsapplikationer, bilindustrin, elektronik, medicin, jordbruk, gruvdrift och så vidare.
Våra tjänster inkluderar:
- CAD-design/formflödesanalys/DFM
- Anpassad formsprutning, pressgjutningstillverkning
- Formsprutning av plast
- Prototypframställning, produktion i liten volym
- Målning, skicklighetstryck, montering
Introduktion
Vår formsprutningsverkstad är utrustad med 12 uppsättningar formsprutningsmaskiner för plast, från 40 ton till 800 ton, och vi erbjuder automatisk produktion dygnet runt, alla dagar i veckan. Vi har valt ut plasthartset som täcker ett brett spektrum, inklusive ABS, PC, PP, PA, PMMA, POM, PE etc.
Vi bygger formar för formsprutning av plast. I början av formdesignen tar vi hänsyn till formsprutningen. Det gör att vi kan uppnå kortast möjliga gjutcykeltid och minimala underhållskostnader, vilket i slutändan gynnar våra kunder. Även produktionsordrar i låg volym är välkomna, och det händer alltid när kunderna upplever att kostnaden är outhärdlig, särskilt kostnaden för formtillverkning. Våra formar kan erbjuda ett komplett utbud av lösningar för att sänka din budget för projekt i låg volym med god kvalitet. Våra experter arbetar tillsammans med dig för att hitta den bästa lösningen för ditt företag.
Vi har erfarenhet av olika typer av formsprutningsmaskiner för fordon, medicin, belysning, sportutrustning, hushållsapparater och jordbruk. För närvarande har vi 20 utmärkta ingenjörer i vårt företag, de flesta har god utbildning inom formsprutningsindustrin för plast och är stolta över sitt arbete. Vi kan leverera 20 uppsättningar formsprutningsmaskiner per månad. För att tillgodose globala företags högsta krav investerar vi kontinuerligt i den senaste tekniken och utrustar de mest avancerade formsprutningsanläggningarna. Vi har full intern tillverkningskapacitet för formsprutning, formsprutning, målning och montering av plast. Vår utrustning inkluderar men är inte begränsad till: 8 uppsättningar CNC, precision 0,005 mm; 14 uppsättningar spegelgnistningsmaskiner, 8 uppsättningar långsam trådskärning, 12 uppsättningar formsprutningsmaskiner från 40 ton till 800 ton, 1 uppsättning 2D-projektionsmätning, 1 uppsättning CMM. Vi kan bygga plastformar och pressgjutningar på maximalt 7,5 ton och gjutna plastdelar på maximalt 1200 g. Vi använder även det avancerade CAD/CAM/CAE-systemet, vi kan arbeta med dataformat i pdf, dwg, dxf, igs, stp etc.
Arbetsprincip
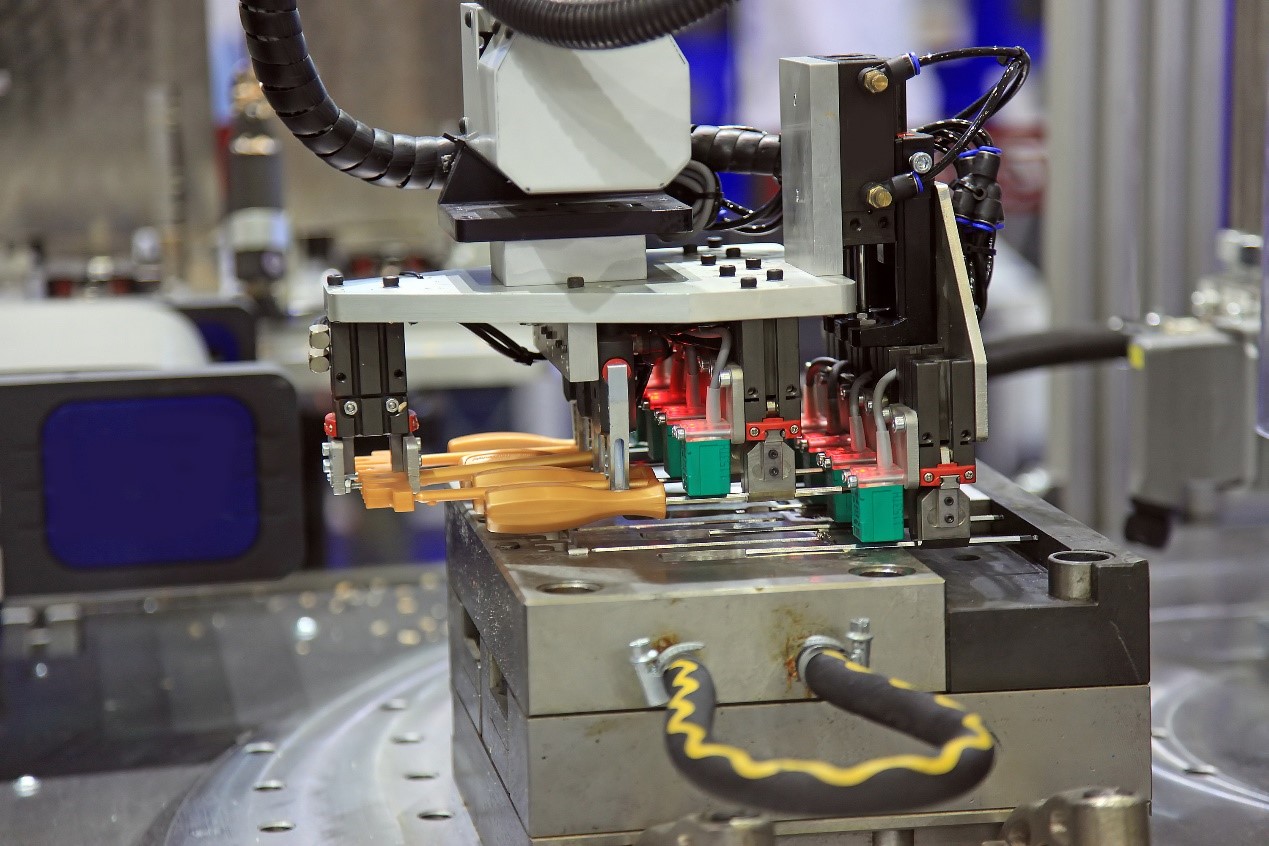
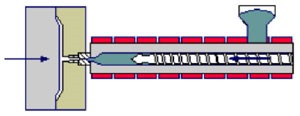
Formsprutning är en process för att forma plasthartset till önskad form. En formsprutningsmaskin pressar den smälta plasten in i formen och kyler ner den med hjälp av ett kylsystem till en fast, designad form. Nästan alla termoplaster använder denna metod. Jämfört med andra bearbetningsmetoder har formsprutning fördelar som noggrannhet och produktivitet, högre krav på utrustning och formkostnad, så den är främst avsedd för storskalig produktion av formsprutade delar.
I formsprutningsmaskiner används vanligtvis kolvcylinder/skruvcylinder. Formsprutningsprocess: Plastråmaterialet matas från tratten in i cylindern, kolven börjar trycka, plastråmaterialet trycks in i en uppvärmningszon och sedan genom bypassskytteln, den smälta plasten genom munstycket in i formhålan, sedan rinner vatten eller olja genom det designade kylsystemet för att kyla ner formen för att få en plastartikel. Formsprutningsdelar från formhålan behöver vanligtvis behandlas korrekt för att avlägsna spänningar som genereras under gjutningsprocessen för att uppnå god dimensionsstabilitet och prestanda.
Sex steg avformsprutning av plastbehandla
Formsprutningsprocessen för plast börjar med att polyolefinpellets matas in med hjälp av gravitationen från en tratt in i formsprutningsmaskinens insprutningsenhet. Värme och tryck appliceras på polyolefinhartset, vilket får det att smälta och flyta. Smältan injiceras under högt tryck i formen. Trycket bibehålls på materialet i hålrummet tills det svalnar och stelnar. När plastdelens temperatur sjunker under materialets deformationstemperatur öppnas formen och plastdelen matas ut.
Den fullständiga injektionsprocessen kallas en gjutningscykel. Perioden mellan början av injektionen av smältan i gjutformens hålrum och öppnandet av gjutformen kallas klämstängningstiden. Den totala injektionscykeltiden består av klämstängningstiden plus den tid som krävs för att öppna gjutformen, mata ut plastdelen och stänga gjutformen igen. Formsprutningsmaskinen överför hartset till de gjutna delarna genom en smältnings-, formsprutnings-, packnings- och kylningscykel. En formsprutningsmaskin för plast inkluderar följande huvudkomponenter enligt nedan.
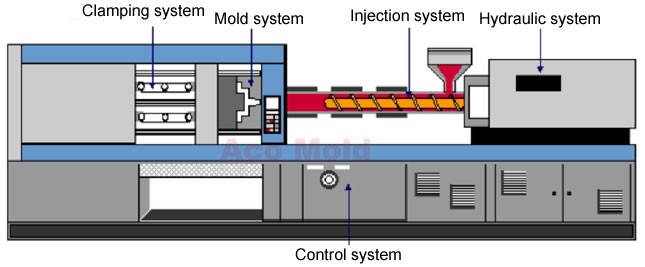
InjektionssystemMata in råmaterialen i cylindern, värm upp och smält ner den, tryck in det smälta materialet i hålrummet genom reservröret.
Hydrauliskt system: för att tillhandahålla injektionskraften.
Mögelsystem: att ladda och montera formen.
Klämsystem: för att ge packningskraft.
Kontrollsystem: att kontrollera åtgärden, kylsystem.
Klämkraft används ofta för att identifiera kapaciteten hos en formsprutningsmaskin för plast, andra parametrar inkluderar sprutvolym, formsprutningshastighet, formsprutningstryck, skruv, formsprutningsstångens layout, formstorlek och avståndet mellan dragstängerna. Formsprutningsmaskiner för plast kan delas in i flera kategorier, förutom allmänna maskiner för vanliga plastdelar utan hög precision eller ovanlig design, finns det maskiner med snäva toleranser speciellt för högprecisionsdelar och höghastighetsmaskiner för tunnväggiga delar.
En hel formsprutningsprocess omfattar följande sex steg
1) Formen stängs och skruven börjar röra sig framåt för injicering.
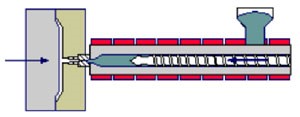
2) Fyllning, mata ut smälta råmaterial i hålrummet.
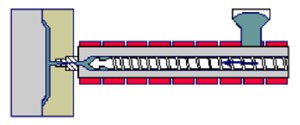
3) Packa, hålrummet packas när skruven kontinuerligt rör sig framåt.
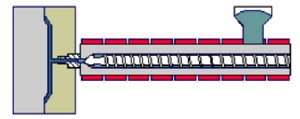
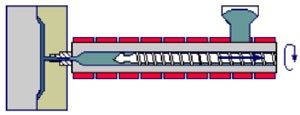
4) Kylning, kaviteten kyls ner när grinden fryser och när den stängs börjar skruven dras tillbaka för att mjukgöra materialet inför nästa cykel.
5) Formöppning och utmatning av delar, formen öppnas och delarna sprutas ut med hjälp av utmatningssystemet.
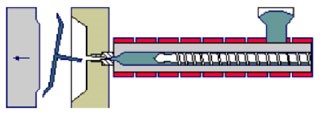
6) Stäng, formen stängs och nästa cykel börjar.
PO-förfarande
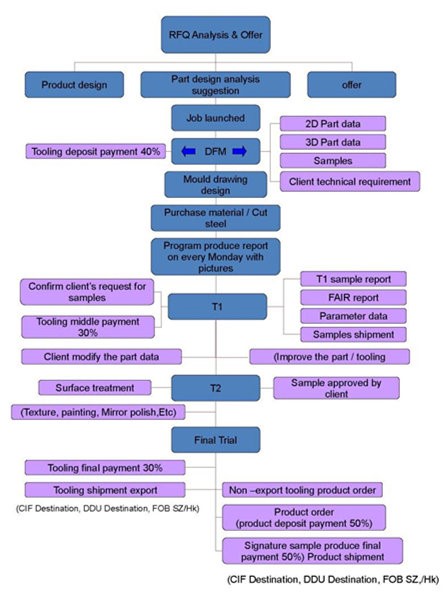
Från förfrågan till avslutad inköpsorder har vi en standardprocedur att följa, den hjälper både internt och kunder att alltid ha koll på var vi befinner oss. Övergången från varje steg skulle också bli enklare och smidigare.
Beställningsprocess för exportinjektionsplastform:
- Mottog 2D/3D-ritning från kund, projektledaren håller ett inledande möte för att granska data från kunden med formkonstruktörer, formtillverkare, kvalitetssäkringschef och projektledare. Samla in all information som har diskuterats, skicka DFM-rapport till kunden för bekräftelse.
- DFM-rapporten innehåller all nödvändig information före design och tillverkning. Formöppning, utstötning, layout av injektionsstift, layout av delar, formdelningslinje, kyllinje. Speciella strukturfunktioner som sliders, vinkellyftare, ytbehandling av formkärna och hålrum, gravyr etc.
- Efter att alla detaljer har diskuterats igenom, påbörjas formdesignen och en 2D-layout av formdesignen tillhandahålls kunden inom 1-3 dagar. Formdesign i 3D tar 3-7 dagar beroende på formens komplexitet.
- Skicka formdesignen till kunden för godkännande, börja beställa formstål, formbas och tillbehör efter insättning. En processrapport skickas in och visar hela den planerade processen. Veckovis rapport följer allt eftersom formtillverkningsprocessen går framåt tills den är klar.
- Vid första gjutprovet kontrolleras om alla formens mekanismer fungerar korrekt och om delens geometri är korrekt. Vi kontrollerar formens kylsystem, forminsprutningssystem, formutstötningssystem etc. Efter korrekt modifiering skickas T1-gjutna plastprover till kunden tillsammans med dimensionsrapport och formsprutningsparametrar. Normalt är det 90 % perfektion.
- Få kommentarer för provförbättring, funktionalitet, utseende, dimensioner efter korrigeringar, avsluta textur/polering, gravyr, skicka proverna för slutgiltigt godkännande.
- Gör en liten automatisk körning och CPK-rapportstudie för att säkerställa verktygets stabilitet.
- Vi packar formen i en trälåda. Om formen skickas sjövägen är vi särskilt noga med vakuumpackningen för att förhindra rost. Paketet inkluderar alla 2D/3D-formritningar, NC-programmeringsdata, koppar, reservdelar, utbytbara insatser etc.
- Följa upp formens arbetsprestanda i kundernas fabrik och tillhandahålla nödvändiga tjänster.
Vi kan till och med tillverka stora plastprodukter enligt kundernas krav, vilka används flitigt inom gruvdrift, industri, bygg och så vidare. Vänligen kontakta fabriken för särskilda krav.












